پرسش و پاسخ جوشکاری-بخش پانزدهم



- 1. سلام،در فرآیند پیچیدگی،گفته شده که دستورالعمل های نامناسب جوش کاری یکی از عامل های ایجاد آن فرآیند گردیده است میشه توضیح بدین که معمولا دستور العمل های جوشکاری برای پیاده سازی و اجرای ملزم آن نتایج آن از قبل مشخص و تست شده است چگونه ممکن هست که خود دستور العمل ها اشتباه از آب در بیاید!؟
انوری-تهران
سلام ممنون از توجه شما . ازجمله مواردی که ذکر کردن اونا تو دستورالعمل الزامی نیست ترتیب و توالی جوشه در صورتی اگه که تو همین ایتم دقت کافی نشه از عوامل مهم بروز پیچیدگی میتونه باشه . مضاف بر اینکه نمونه اماده شده برای تایید دستورالعمل معمولا ابعاد و اندازه خاص و استانداردی رو داره که تستهای مشخص با اهداف مشخص روشون اجرا میشه . به عنوان نمونه برای جوشکاری فلز الومینیوم انتخاب فرایند تیگ با رعایت همه موارد ذکر شده تو دستورالعمل استاندارد جوش قابل قبولی رو به همراه داره . حال اینکه همین دستورالعمل در شرایط اجرا و به روی قطعه کار واقعی اگه تمهیدات دیگه ای مثل استفاده از فیکسچرهای خاص توش رعایت نشه قطعه کار به شدت دچار اعوجاج و تابیدگی میشه . با تشکر دیوسالار
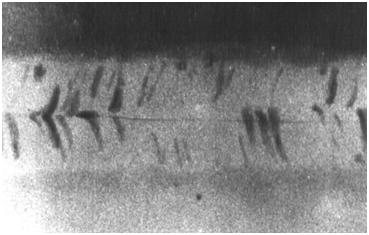
- 2. تشخیص ترکهای سرد و گرم در ترکهای جوشکاری ریشه ای چگونه صورت میگیره!؟ آیا معیارهای خاصی برای تفکیک سازی مورد نیاز می باشد؟؟
سامان-دانشجو سال دوم
سلام ممنون از توجه شما . با توجه به عوامل مهم و اصلی بروز این نوع ترک ها که ذکر شد اونا قابل تشخیص خواهند بود علاوه بر اون ترک گرم تو پاس ریشه بلافاصله و اصطلاحا درست پشت دست جوشکار اتفاق افتاده و با چشم قابل دیدینه . ترک سرد هم که همونطوری که از اسمش پیداس تو دمای پایین ( معمولا زیر 100 درجه ) و بعد از سرد شدن قطعه اتفاق می افته و با سرعت بسیار بالارشد میکنه . با تشکر دیوسالار
- 3. سلام،در صورت امکان مراجع تخصصی مناسب برای ترک های جوشکاری به ما معرفی کنین!؟
ناشناس-تهران
سلام ممنون از توجه شما
Welding handbook eighth edition volume 1 & volume 2
Welding integrity and performance ( ASM ) 1997
Metallurgy of welding 1987 j.f.lancaster
Metals handbook ( ASM ) VOLUME 6
Welding metallurgy . sindo kou
با تشکر دیوسالار
- 4. سلام،تبلیغات مربوط به دستگاه های رکتیفایر جوشکاری رو مشاهده کردم،میشه بپرسم غیر از موارد مطروحه چه ویژگی های دیگری نسبت به نسل قدیم رکتیفایر های جوش کاری اشباع دارند!؟؟
بیهقی-تهران
سلام ممنون از توجه شما . از مهمترین مواردی که تو نسل جدید دستگاه های اشباع بهش توجه شده کاهش وزن – کاهش مصرف انرژی – افزایش کیفیت جوشکاری با الکترودهای قلیایی ( 7018 ) – سلولزی ( xx10) و الکترودهای با نرخ رسوب بالا مثل 7024 هستند . با تشکر دیوسالار
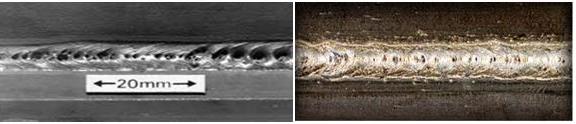
- 5. سلام،مقاله اخیرتان درباره ترک های جوشکاری بسیار جالب بود،سوالی برام پیش اومده که نفوذ ناقص چه زمانی در جوشکاری رخ می دهد!؟ این فرآیند نفوذ ناقض به چه دلایلی اتفاق می افتد!؟
بهزاد-دانشجو سال دوم
سلام ممنون از توجه شما . اگر ریشه جوش ذوب نشده باشد و میزان نفوذ واقعی در ریشه یا گلویی موثر جوش کمتر از میزان مشخص شده در طراحی باشد به ان عدم نفوذ میگن . علت اصلی اون کم بودن میزان حرارت ورودی به قطعه کار هست که مهمترین دلایلش : عدم تمیزکاری سطح فلز پایه از الودگی ها از قبیل اکسیدها ، چربی ها و ... – بالا بودن سرعت جوشکاری – منحرف شدن قوس جوشکاری نسبت به خط مرکزی پخ – شروع مجدد ضعیف جوشکاری – انتخاب پلاریته نادرست – طرح اتصال غلط – عدم تناسب قطر الکترود مصرفی - مونتاژ ضعیف – پایین بودن شدت جریان – پایین بودن ولتاژ یا طول قوس – عدم سنگ زنی مناسب در پخ های دو طرفه – قرار گرفتن سرباره جلوی قوس – نوع رو پوش و نوع گاز محافظ با تشکر دیوسالار
- 6. سلام،آیا عموما ملاک ها و استاندارد هایی که در جوشکاری در زمینه هایی مختلفی همچون صنعتی و ...وجود دارد که جوش بدون تخلخل و مابقی موارد انجام شود؟
غلامیان-تهران
سلام ممنون از توجه شما . معیار و حد پذیرش ناپیوستگیهای از نوع تخلخل در استاندارد های مختلف با همدیگه متفاوته و بسته به نوع کاربری قطعه جوشکاری شده داره . تخلخل از دسته ناپیوستگیهایی هستند که با توجه به نوع – اندازه – تعداد – محل وقوعشون ممکنه که عیب محسوب نشن و مورد پذیرش قرار بگیرن . با تشکر دیوسالار
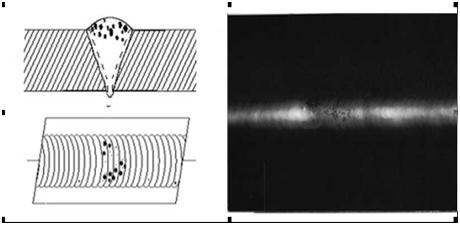
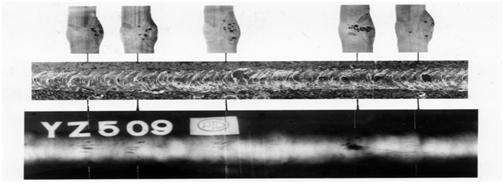
- 7. سلام آیا بین تخلخل های مک لوله ای و مک سطحی تفاوت آشکاری وجود دارد؟ دلیل نامگذاری این فرآیند به سوراخ های کرمی چیست!؟
بهتاش-قزوین
سلام ممنون از توجه شما . حفره های سطحی همونطوری که از اسمشون پیداس به حفره هایی گفته میشن که به سطح راه پیدا کنند در سورتی که حفره های کرمی شکل یا لوله ای الزاما به سطح راه پیدا نمیکنند و ممکنه که تو فلز جوش محبوس بشن . از دلایل مهم تشکیل حفره های لوله ای و کرمی شکل تنظیمات نامناسب پارامترهای جوشکاریه . از دلایل مهم تشکیل حفره های سطحی باز پخت نامناسب الکترود – فاسد بودن الکترود – عدم محافظت مناسب از قوس و حوضچه جوش به هر دلیلی هستند . به عنوان مثال در کاربری قطعه در فشار بالا حفره های سطحی اصلا پذیرفته نیستند . بدون در نظر گرفتن اندازه و تعدادشون ولی حفره های داخلی که ممکنه شامل حفره های لوله ای و کرمی شکل باشه تا قطر 6 م.م هم پذیرفته میشن . با تشکر دیوسالار
- 8. سلام،مقاله خوبی بود،به نظر شما در جوشکاری تخلخل جسم در جوشکاری در استفاده از کدام گازهایی میتونه کمتر بشه!؟ چرا جوش مگ میتونه موجب شکل گیری تخلخل شود!؟
شیدایی-اصفهان
سلام ممنون از توجه شما . تخلخلها با توجه به نوعشون میتونن دلایل متفاوت و گسترده ای داشته باشن اما به طور کلی رعایت موارد زیر میتونه باعث کاهش این نوع ناپیوستگی بشه
استفاده از الکترود های کم هیدروژن و قلیایی با رعایت دمای بازپخت مطابق دستورالعمل ها و پیشنهادات سازنده الکترود – رعایت تمام پارامترهای قید شده در دستورالعملها ی جوشکاری از قبیل شدت جریان ، ولتاژ ، سرعت جوشکاری ، دمای پیش گرم و ... – اطمینان از پوشش مناسب قوس و حوضچه جوش و ...
در خصوص جوش مگ خدمدتون بگم که رعایت نکردن مواردی از قبیل دبی نا مناسب گاز – شدت جریان نامناسب – استیک ائت بیش از اندازه بلند – عدم رعایت فاصله نازل از شعله پوش – انتخاب نامناسب نوع گاز محافظ و ... می تونه دلیل به وجود اومدن تخلخل بشه . با تشکر دیوسالار
- 9. سلام،میخواستم بدونم با کدام تکنیکهای جوشکاری میشود از ایجاد خوردگی در جوش کاری به نوعی جلوگیری کرد یا پیشگیری نمود!؟
محمد-مارندران
سلا م ممنون از توجه شما . انتخاب مواد مصرفی متناسب با فلز پایه – رعایت دمای پیش گرم و بین پاسی – استفاده از عملیات حرارتی مناسب بعد از جوشکاری – اجرای دقیق پارامترهای ثبت شده در دستورالعمل جوشکاری – کنترل و ممانعت از ورود گازهای مضر و مزاحم به داخل حوضچه و در تهایت فلز جوش ایجاد گرده جوش یکنواخت و با کیفیت ( جلوگیری از بروز کویتیشن در خط جوشهایی که در مسیر عبور سیال قرار میگیرن ) و ... میتونه از بروز خوردگی فلز جوش جلوگیری کنه . با تشکر دیوسالار
- 10. سلام،مقاله تان درباره تخلخل جوشکاری عالی بود! در جوشکاری بالاسری چگونه میشه پدیده ای به نام تخلخل را مشاهده کرد!؟ آیا تنها با پیاده سازی صحیح پارامترهای جوشکاری میشه انتظار عدم شکل گیری این پدیده را داشت!؟
فرامرز-شیراز
سلام ممنون از توجه شما . همونطوری که ذکر شد بروز تخلخل به عوامل زیادی بستگی داره که اگه از این عوامل جلوگیری نشه یا اونا رو کنترل نکنیم این نوع ناپیوستگیها در هر موقعیت جوشکاری اتفاق میافتن و همونطوری که شما گفتین با رعایت موارد دستورالعمل جوشکاری بسیاری از دلایل رو میشه کنترل و بر طرف کرد با تشکر دیوسالار
- 11. سلام،فیلترمال مناسب برای پیشگیری از تخلخل کدام میتونه به نظر شما باشه!؟آیا پیش گرمایش میتونه هم در این زمینه موثر عمل نماید یا نه!؟
ناشناس
سلام ممنون از توجه شما . پیشگرم کردن با توجه به اینکه رطوبت و الودگیهای سطحی رو از بین میبره میتونه از عوامل مهم کاهش بروز تخلخل باشه . در خصوص فیلر متال هم که با توجه به نوع فرایند باید انتخاب بشن مثلا در فرایند SMAW استفاده از الکترودهای کم هیدروژن و قلیایی با رعایت دمای باز پخت و نگهداری مناسب اونا موجب کاهش و جلوگیری از بروز تخلخل میشه . با تشکر دیوسالار